1.2714 STK4 5CrNiMoV Stainless Black Peeled Turned steel round bar
Availability: In Stock
Introduce:High tensile strength Anti-corrosion High temperature resistence High quality
Min.Order Quantity: 1 Ton
Payment Terms: L/C,T/T,Western Union
1.2714 STK4 5CrNiMoV Stainless Black Peeled Turned Steel Round Bar
Our stainless steel round bars are precision-engineered for applications requiring high strength, excellent corrosion resistance, and superior wear resistance. The 1.2714 STK4 5CrNiMoV grade is particularly suited for tooling, machinery components, and industrial applications where durability and performance are critical.
Product Features
- High tensile strength and excellent toughness
- Superior wear and corrosion resistance
- Precision black peeled and turned finish
- Consistent mechanical properties throughout the material
- Available in custom sizes and lengths
Typical Applications
This high-performance steel round bar is commonly used in:
- Tool and die manufacturing
- Mechanical engineering components
- Industrial machinery parts
- High-stress applications requiring durability
- Custom engineering solutions
Technical Specifications
| Property | Specification |
|---|---|
| Material Grade | 1.2714 STK4 5CrNiMoV |
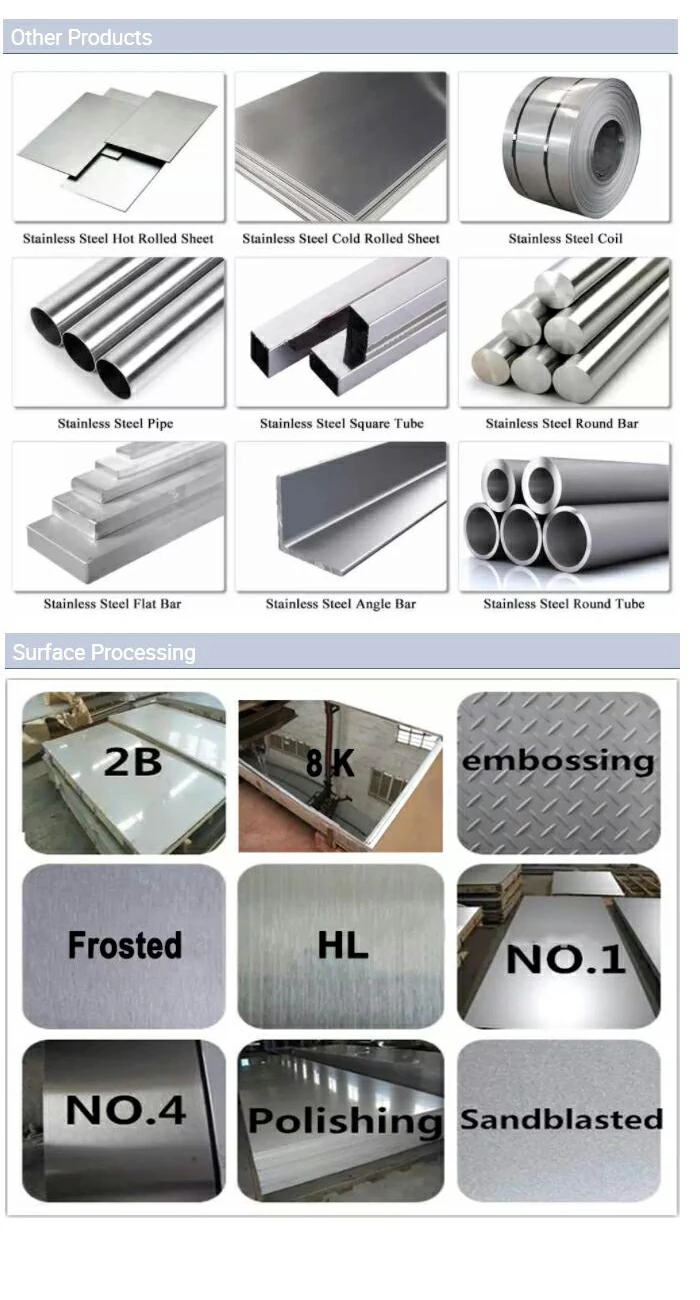
| Surface Finish | Black Peeled Turned |
| Standard | DIN, ASTM, JIS, GB |
| Diameter Range | Custom sizes available (typically 20mm - 300mm) |
| Length | Custom lengths (typically 2m - 6m) |
| Tensile Strength | ≥ 1200 MPa |
| Yield Strength | ≥ 1000 MPa |
| Elongation | ≥ 12% |
| Hardness | 285-340 HB |
| Delivery Time | 7-14 days for standard sizes (custom orders may vary) |
| Certifications | ISO 9001, ISO 14001, CE, SGS |
Customization Options
We offer complete customization for this product including:
- Custom diameters and lengths
- Special surface finishes
- Custom packaging and labeling
- Special testing and certification requirements
Frequently Asked Questions
What is the typical lead time for this product?
For standard sizes, our typical lead time is 7-14 days. Custom sizes or special requirements may extend this time. Please contact our sales team for exact delivery estimates based on your specific requirements.
Can you provide this material with different surface finishes?
Yes, while this product is typically supplied with a black peeled turned finish, we can provide alternative finishes such as polished, ground, or other custom finishes based on your requirements.
What quality certifications do you have for this product?
We hold ISO 9001 (Quality Management), ISO 14001 (Environmental Management), CE, and SGS certifications for our stainless steel products. We can also provide material test reports and other certifications as required.
What is the maximum diameter available for this product?
While we typically offer diameters up to 300mm, we can produce larger diameters based on your specific requirements. Please contact our sales team to discuss your needs.